真空ろう付エンジニアリング
真空ろう付エンジニアリング真空ろう付受託加工
真空ろう付や拡散接合の受託加工、真空チャンバー制作、自動ろう付機の設計製作を行っています。
真空機器部品
薄膜のろう付
- 材質
・薄膜:ベリリウム(Be)、チタン(Ti)等
・ボディ:ステンレス鋼(SUS304、SUS316L等)、コバール合金等 - 特徴
・従来の有機シール材(Oリング、接着材)を一切使用しないので、耐熱性が高く極低温に対する特性も良好です。
(使用温度:-270℃~450℃、最高使用温度:約600℃)
・耐熱性が高いので装置の高温ベーキングが可能です。
・ろう付と同時に脱ガス処理を行っているので、高真空用途でアウトガスがありません。また真空フランジに簡単に取り付けできます。




バルブ全体
- Be窓有効寸法
(センター部)高さ15mm×幅100mm×厚さ0.4mm
(上部)高さ18mm×幅50mm×厚さ0.4mm - 両端フランジ:ICF203
- 開口径:Φ140mm
- フランジ面間距離:360mm
- シート部材質:SUS304(Oリング、カルレッツ)
- シール性能
〈ボディ〉1.3×10-11Pa・m3/s以下(Heリーク検査)
〈シート〉1.3×10-10Pa・m3/s以下(Heリーク検査) - 納入実績:(財)高輝度光科学研究センター 加速器部門 殿
セラミックと金属のろう付
- 材質
〈セラミックス〉アルミナ(Al203)、窒化アルミ(AlN)、窒化珪素(Si3N4)炭化珪素(SiC)、窒化ホウ素(C-BN)等
〈金属〉コバール合金、42Fe-Ni合金、無酸素銅(OFC)、純Ni等
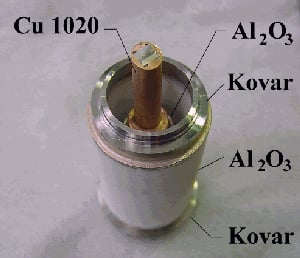
セラミック真空部品:Al203-Kovar
〈外型〉Φ40×80L(ナイス:1008-Tろう材使用)
〈Heリーク量〉1.0×10-9(Pa・m3/sec)以下
〈弊社強度試験データ〉せん断引張試験 約9.0kgf/mm2(セラミックス側で破断)
〈Heリーク量〉1.0×10-9(Pa・m3/sec)以下
〈弊社強度試験データ〉せん断引張試験 約9.0kgf/mm2(セラミックス側で破断)
その他、ダイヤモンドと超硬、ダイヤモンドとステンレス鋼のろう付も可能です。
半導体製造装置部品
アルミのろう付
材質:アルミ(A1100、A6061等)
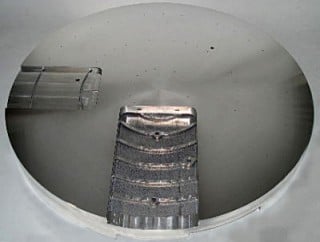
エッチャー用アルミ/アルミジャケット、A6061/A6061 カットモデルφ450㎜タイプ
エッチャー用アルミ/アルミジャケット、A6061/A6061 カットモデルφ450㎜タイプ
〈外様〉Φ550(5枚をろう付)
〈Heリーク量〉1.0×10-9(Pa・m3/sec)以下
〈弊社強度試験データ〉せん断引張試験 A1100/A1100:約3.5kgf/mm2、A6061/A6061:約9.0kgf/mm2
〈Heリーク量〉1.0×10-9(Pa・m3/sec)以下
〈弊社強度試験データ〉せん断引張試験 A1100/A1100:約3.5kgf/mm2、A6061/A6061:約9.0kgf/mm2

ろう付はもちろん、製品完成(加工からろう付)までを一貫して行っております。
熱交換機器部品
アルミニウムとステンレス異材配管継ぎ手
- 材質:アルミ(A1100、A6061等)、ステンレス鋼(SUS304、SUS316L等)

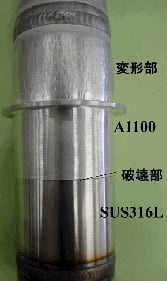
A1100、A6061-SUS316L配管継ぎ手
(外様)Φ45mm×80L(内径:Φ35mm)
(Heリーク量)1.0×10-10(Pa・m3/sec)以下
(弊社強度試験データ)JIS Z3194-4号試験片
(外様)Φ45mm×80L(内径:Φ35mm)
(Heリーク量)1.0×10-10(Pa・m3/sec)以下
(弊社強度試験データ)JIS Z3194-4号試験片
A1100/SUS304:約9.7kgf/mm2(Al母材破断)
A6061/SUS304:約9.2kgf/mm2(Al母材破断)
Al-SUSテストピース(接合部30mmL×25mmW×1.0mmT)試験片をクロスヘッドスピード0.5mm/minの速度で室温にて引張試験を行いました。
耐圧(静水圧)試験
〈負荷圧力:80Kgf/cm2〉
・7日間の加圧後も形状やHeリーク量に変化はありません
〈破壊圧力:240kgf/cm2(A1100/SUS316L継ぎ手)〉
・ろう付部で破壊する前にアルミ母材が変形します
・Al-SUS配管継ぎ手をAl-金属配管のジョイントパーツとして使用可能です(別途、溶接が必要です)
耐圧(静水圧)試験
〈負荷圧力:80Kgf/cm2〉
・7日間の加圧後も形状やHeリーク量に変化はありません
〈破壊圧力:240kgf/cm2(A1100/SUS316L継ぎ手)〉
・ろう付部で破壊する前にアルミ母材が変形します
・Al-SUS配管継ぎ手をAl-金属配管のジョイントパーツとして使用可能です(別途、溶接が必要です)

- 低温・熱サイクル試験
室温から-196℃(77K)までを20回繰り返した後も形状やHeリーク量に変化はありません。
(Al-SUS配管継ぎ手に液体窒素をSUS容器内で約2分間掛け冷却した後、室温になるまで放置しました。
この作業を20回繰り返した後、Heリーク試験を行いました)
- 高温・熱サイクル試験
室温から100℃までを10回繰り返した後も形状やHeリーク量に変化はありません。
(電気炉内を所定の温度に保ち、Al-SUS配管継ぎ手を投入し、1時間保持後、室温になるまで放置し、Heリーク試験を行いました。
この作業を10回繰り返しました。ワーク温度は接触式の表面温度計で測定を行いました)
その他
真空コンポーネントパーツ
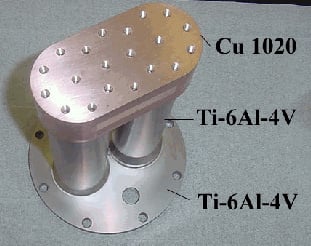
Ti-Cu1020パルス管
膨張係数の大きく異なる銅とチタンをろう付しています。
〈Heリーク量〉1X10-10(Pa・m3/sec)以下
膨張係数の大きく異なる銅とチタンをろう付しています。
〈Heリーク量〉1X10-10(Pa・m3/sec)以下

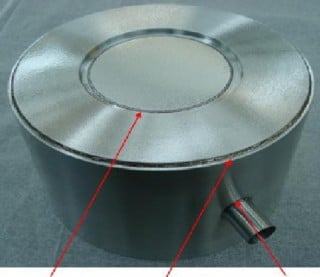
ルツボのカットモデルです。
〈Heリーク量〉1X10-10(Pa・m3/sec)以下
〈Heリーク量〉1X10-10(Pa・m3/sec)以下
レーザー溶接

- レーザー溶接の特徴
・肉厚が薄いものから厚いものまで溶接することが可能です。
・歪みが少ないため仕上がり部品を溶接することが可能です。 - 材質
・アルミ合金(A5052、A6061)
・純アルミニウム(A1050)
・ステンレス鋼(SUS304、SUS316L)
・銅合金・無酸素銅(C1020)
・熱間金型鋼(SKD各種)
アルミ合金(A6061)の真空チャンバー製作
非常に小さなビートで漏れのないチャンバーが製作できます。
〈Heリーク量〉1.3×10-10Pa・m3/sec以下
薄板(0.3t)の溶接が可能です。
内径φ70×0.5t 外形φ144×4t φ5.8×1t
〈Heリーク量〉1.3×10-10Pa・m3/sec以下
薄板(0.3t)の溶接が可能です。
内径φ70×0.5t 外形φ144×4t φ5.8×1t
金型の補修

金型等の微細肉盛り補修が可能です。〈SKD用補修材使用〉
溶接入熱が少ないため割れ、歪み等の問題がほとんどありません。
溶接入熱が少ないため割れ、歪み等の問題がほとんどありません。
- 継ぎ手強度(弊社強度試験データ)
(JIS Z3121 突き合わせ溶接継ぎ手 3A号試験片使用、溶接部の開先:X、板厚2t)
母材:A | 母材:B | 引張り強さ(kg/mm2) | 母材(kg/mm2) |
A5020 | A5052 | 14.9 | 20(O材) |
C1020 | C1020 | 11.6 | 22 |
SUS304 | SUS304 | 53.8 | 60 |
レーザー溶接装置


超音波検査装置
ろう面の状態を確認します。


真空ろう付の工法開発・試作・製作・コンサルティング等お任せ下さい!
お問い合わせ
東京営業所
047(703)7552
tokyo@neis-co.com
tokyo@neis-co.com
千葉工務所
0438(97)7135
chiba@neis-co.com
chiba@neis-co.com
東海営業所
053(464)7101
tokai@neis-co.com
tokai@neis-co.com
名古屋工務所
0584(67)3321
nagoya@neis-co.com
nagoya@neis-co.com
大阪営業所
06(6488)4400
osaka@neis-co.com
osaka@neis-co.com
機器・溶接エンジニアリング
06(6482)6701
kikiyousetsu@neis-co.com
kikiyousetsu@neis-co.com
和歌山工務所
073(499)7555
wakayama@neis-co.com
wakayama@neis-co.com
倉敷工務所
086(526)5875
kurashiki@neis-co.com
kurashiki@neis-co.com
広島営業所
082(554)0377
hiroshima@neis-co.com
hiroshima@neis-co.com
九州工務所
0949(29)8000
kyusyu@neis-co.com
kyusyu@neis-co.com